
Технология мембранно-вакуумного прессования
Клеи для производства бумажных пакетов Классификация клеев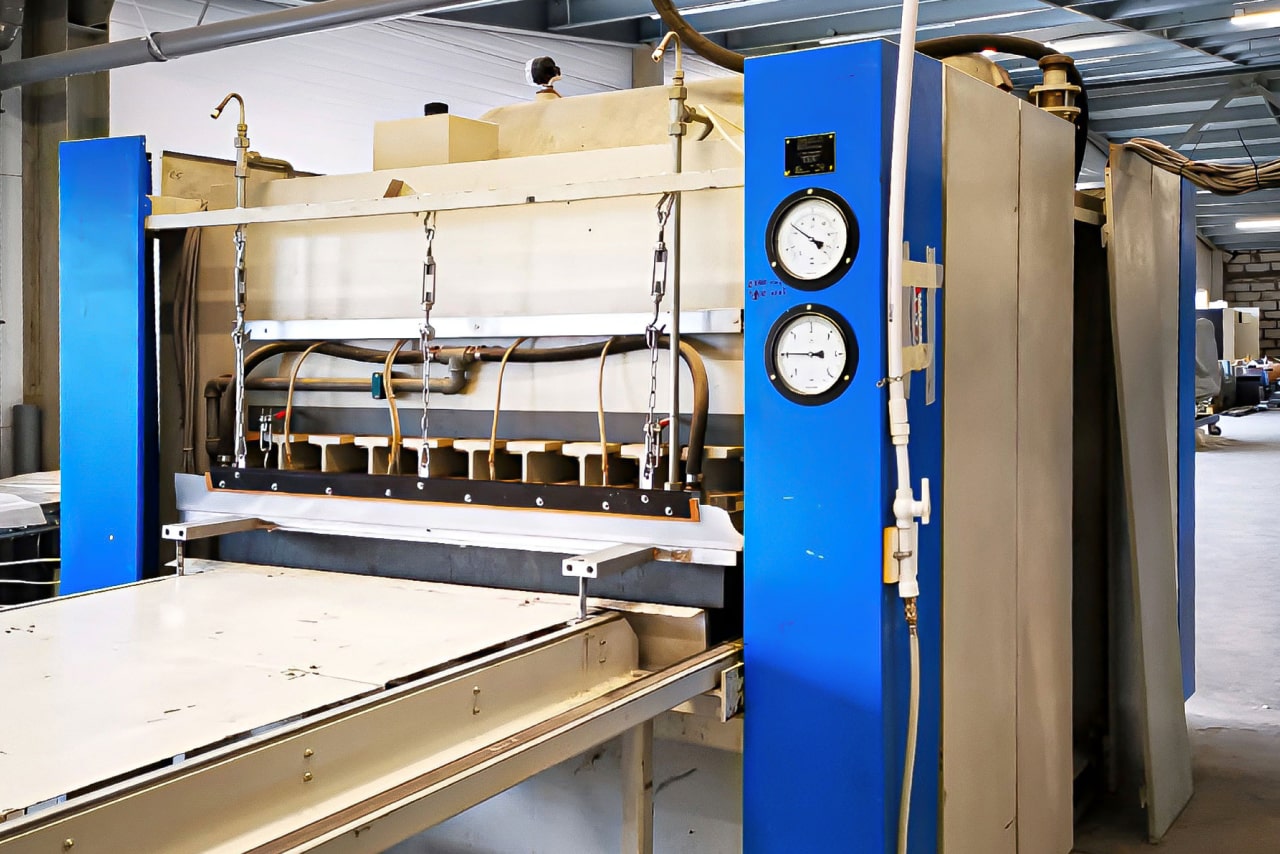
Мембранно-вакуумное прессование представляет собой процесс, в результате которого за счёт создания вакуума под приклеиваемым материалом и дополнительного прижатия мембраной обеспечивается равномерное прилегание термопластичного разогретого материала (пленки) к поверхностям (МДФ, ДВП). В качестве облицовочного материала используют термопластичные полимерные плёнки (обычно ПВХ), позволяющие создавать детали с огромным разнообразием цветов и текстур поверхности.

Данный метод позволяет качественно облицовывать плёнками материалы с достаточно сложной (рельефной) поверхностью, что невозможно при использовании других технологий. При этом тщательный выбор плёнки, используемого клея, соблюдение технологии — очень важны.
Этот способ склеивания может быть реализован только в условиях специализированного производства при условии выполнения всех требований:
- качественная подготовка деталей;
- качественная подготовка клеев;
- точное соблюдение технологии.
Подготовка деталей
МДФ

Используемый МДФ должен быть высококачественным. На срезе - однородным по всей толщине, плотным, без инородных включений или пустот. Недопустимо наличие на поверхности загрязнений (замасливание) — это приведёт в конечном итоге к некачественной склейке. Перед облицовыванием заготовки должны быть акклиматизированы для приведения к норме их температуры и влажности. Обычно в течение нескольких дней их хранят в помещении цеха. Непосредственно перед работой детали обрабатывают шлифовальной бумагой с последующим тщательным удалением пыли (обметание и обдув воздухом).
ПВХ плёнка

Для облицовывания используют термопластичные плёнки толщиной до 0,5 мм. В зависимости от толщины (и цвета!) плёнки подбирают режим прессования. Цвет плёнки влияет на время её прогрева в прессе при помощи ИК-ламп.
Подготовка клея
В данной технологии используются водно-дисперсионные полиуретановые клеи. Это могут быть как готовые к применению одноупаковочные составы, так и двухупаковочные клеи (в комплекте с отвердителем).
Клей также должен быть акклиматизирован до рабочей температуры (температуры нанесения), тщательно перемешан перед нанесением. В случае использования двухупаковочных составов отвердитель вводят в клей при тщательном перемешивании (желательно при помощи механической мешалки). Смесь готовят непосредственно перед нанесением, так как её условная рабочая жизнеспособность ограничена и обычно составляет около 24 часов. Желательно использовать клеевую смесь в течение рабочей смены, так как в ней изменяется вязкость. Смесь фильтруют через полимерную сетку с ячейкой 300 мкм, чтобы удалить возможные сгустки или плёночки, которые могут привести к забиванию сопла пневмопистолета.
Важно строго придерживаться рекомендаций производителя клея при подготовке клея к работе, соблюдая пропорции смешивания, температурные режимы, допустимое время использования смеси и т.д.
Регулировка клеенаносящего оборудования

Клей на поверхность МДФ должен быть нанесен очень тонким сплошным слоем. Для данных целей используют пневматический распылительный пистолет. В зависимости от реологии используемого клея на производстве подбирают оптимальный диаметр сопла, давление и т.д.
Нанесение и высушивание клея
От качества нанесения клея зависит и прочность клеевого шва, и внешний вид готового изделия. Нанесение должно быть равномерным, расход клея умеренным (около 50 г на один слой). Недопустимо попадание крупных капель, брызг на обрабатываемую поверхность. Отсутствие ошибок при нанесении клея во многом зависит от квалификации мастера.
Обрабатывать изделия можно как по одному, так и несколько одновременно. В первую очередь клей наносят на кромки, затем на углублённые части и края фрезерованных участков как наиболее ответственные и сложные. В случае недостаточного количества клея на этих участках, в процессе дельнейшей эксплуатации плёнка под действием тепла может отслаиваться, так как находится в «напряжённом» состоянии. Остальные части фасада обрабатываются минимальным количеством клея.

Для некоторых поверхностей (рыхлых, сильно впитывающих) и сортов плёнок ПВХ требуется нанесение второго слоя клея, которое проводят после высушивания первого слоя клея (около 30 минут). Также обычно второй слой клея наносят на кромки и фрезерованные участки.
Если предприятие стремится к большим объемам производства фасадов МДФ, то процесс нанесения клея для пленки ПВХ можно автоматизировать.

После нанесения клеевого слоя заготовки высушивают в помещении при температуре не выше +30°С на специальных стеллажах. Время высушивания каждого слоя — не менее 30 минут при температуре около +20°С. Время сушки можно сократить за счёт повышения температуры в помещении до +28°С.
Помещение, в котором будет идти просушка, должно быть оборудовано вытяжной вентиляцией и содержаться в полной чистоте. В него не должна попадать пыль с участка фрезерования.
Высушенные заготовки передают на участок прессования. Хранить заготовки можно только в течение времени реактивации клея, указанного производителем.

Прессование
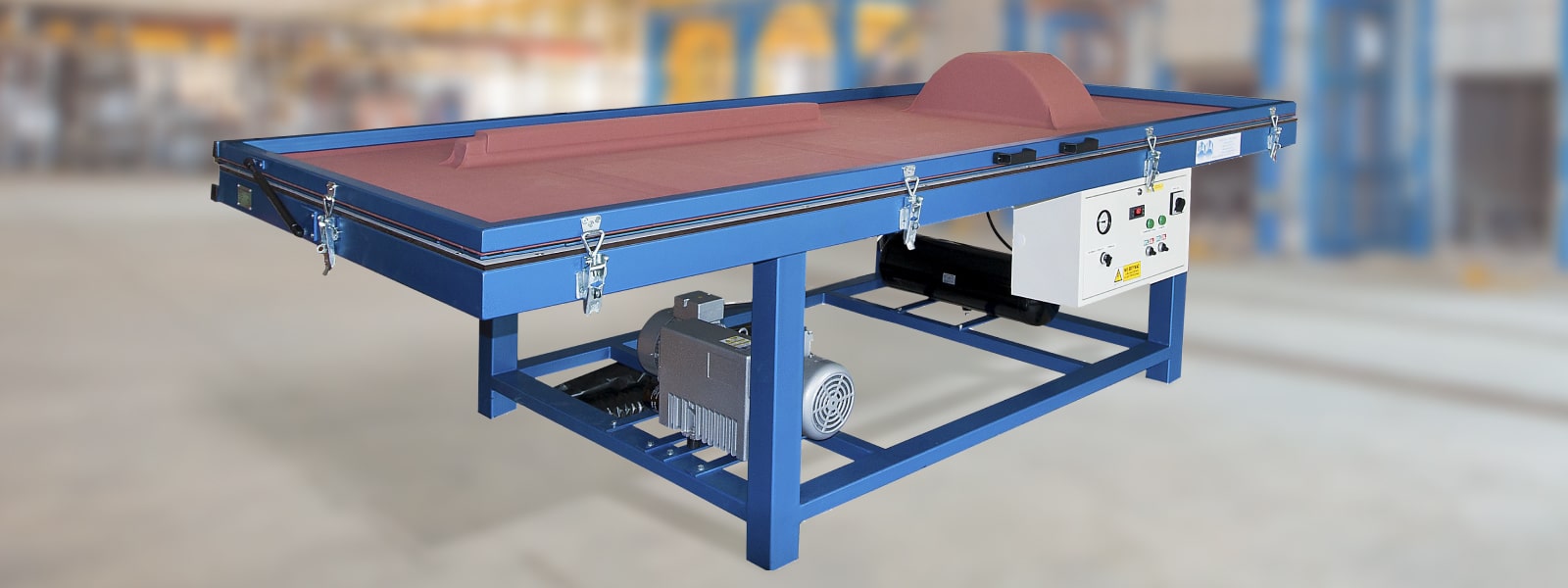
Приклеивание плёнки проводят в вакуумных или мембранно-вакуумных прессах. Выбор режима прессования подбирается индивидуально и зависит от температуры активации клея (указывается производителем), толщины и цвета плёнки, типа используемого пресса. Температура и время прогрева плёнки должны обеспечить достижение температуры активации в клеевом слое на кромках деталей. После прессования с детали снимают нагрев, но оставляют под нагрузкой (вакуумом) для снижения температуры и схватывания клеевого шва. При необходимости проводят повторную запрессовку. Полную прочность клеевой шов набирает через несколько дней.

К браку могут привести:
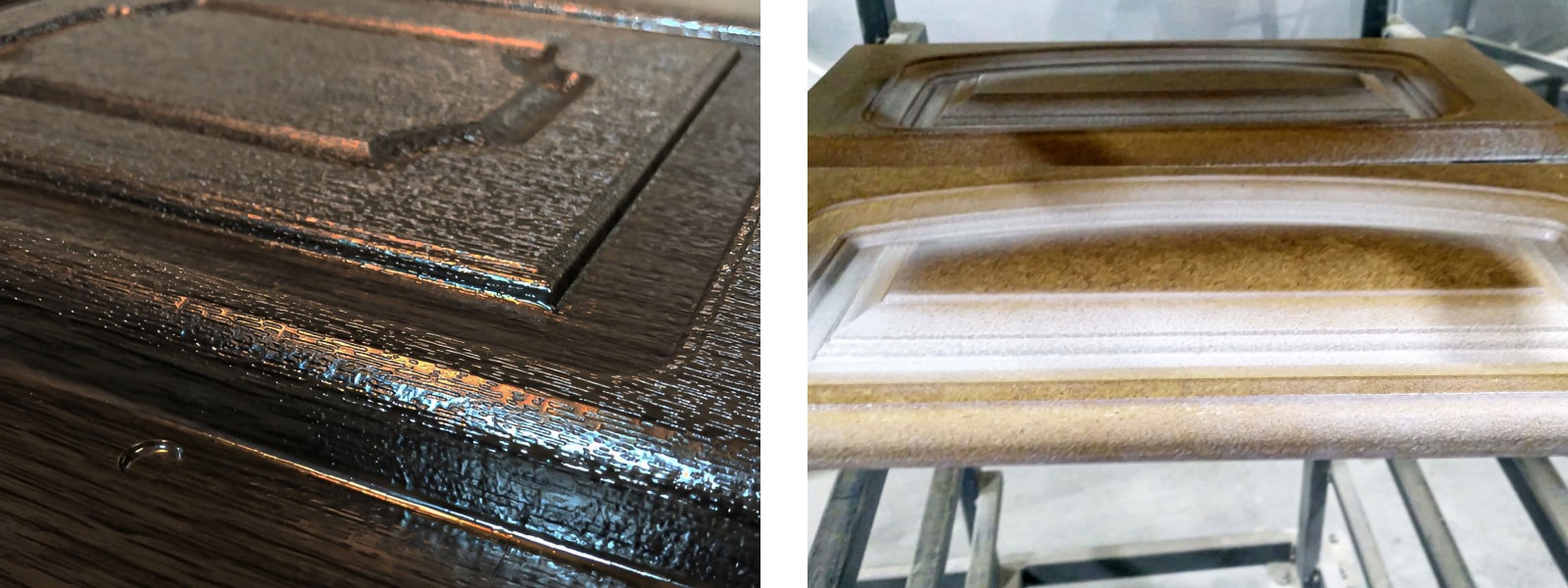
- Наличие пыли и капель на поверхности заготовок, избыточное нанесение клея, выраженная шероховатость самого МДФ при облицовывании тонкими плёнками приводят к дефекту «шагрень», особенно заметному на глянцевых поверхностях.
- Недостаточное просушивание деталей перед прессованием может повлечь образование вздутий и пузырей на плёнке.
- Недостаточная температура в клеевом шве или неправильный подбор прокладки под деталь в прессе приводит к отклеиванию плёнки на торцах изделия.
Только точное соблюдение всех условий подготовки и склеивания на каждом этапе производства позволяет получить качественные изделия.
Остались вопросы?
Все статьи
